Legosortiermaschine Sortierung: Unterschied zwischen den Versionen
| Zeile 269: | Zeile 269: | ||
Aufgelistet sind zehn verschiedene Standard-Servos unterschiedlicher Hersteller und Anbieter. | Aufgelistet sind zehn verschiedene Standard-Servos unterschiedlicher Hersteller und Anbieter. | ||
(aufgrund technischer Schwierigkeiten, kann ich momentan leider keine kleinere Version der Datei hochladen, sodass weiterhin ein "Thumbnail-Parameter" Fehler angezeigt wird.) | |||
[[Medium:Sortierung Morphologischer Kasten Servo.png|Morphologischer Kasten]] | |||
[[Datei:Sortierung Morphologischer Kasten Servo.png|1400px]] | [[Datei:Sortierung Morphologischer Kasten Servo.png|1400px]] | ||
Version vom 27. Oktober 2017, 10:47 Uhr
Dies ist ein Unterartikel von der Legoteil_Zählmaschine, welcher den genauen Aufbau der Separierung beschreibt.
Die Sortiereinheit der Legosortiermaschine stellt einen der drei wichtigen Bereiche dar. Aufgabe der Sortiereinheit ist die Übernahme eines Legoteils von der Bildverarbeitung und der physikalische Transport in das richtige Fach. Nach einer ausführlichen Ist-Analyse wurde beschlossen, die Einheit von Grund auf neu zu konzipieren. Im Vordergrund stand dabei auch das Anwenden von methodischen Konstruktionstechniken und das Einüben der Kanban-Methode zur Prozesssteuerung. Diese Wiki-Seite soll die Ergebnisse dieser Konstruktionsbemühungen dokumentieren.
Ziele und Aufgaben im Semester 2017/2018
Team: Alexander Soschnikow, Paul Klages
Ziel: Die Legoteile werden von der Bildverarbeitung über ein neu entwickeltes Sortierverfahren direkt in die Legokästen sortiert.
Aufgaben:
- Abbau des Linearläufers und eventueller Rückbau
- Auswahl eines neuen Sortierverfahrens
- Entwicklung des neuen Verfahrens
- Konstruieren der Sortieranlage
- Aufbau der Sortierung
Funktionsfluss

Hier zu sehen ist das Funktionsflussdiagramm der Sortierung, das sowohl die einzelnen erforderlichen Funktionen der Sortierung aufweist, als auch zeitgleich den Fluss des Legoteils beschreibt.
Vom Bediener wird das Legoteil in den Bunker gegeben, wo es durch die Vereinzelung und durch die Bildverarbeitung in das im Folgenden beschriebene System der Sortierung gelangt.
Von der Bildverarbeitung übergeben, muss das Legoteil zunächst abgebremst werden, um eventuelle Schäden am Legoteil zu vermindern. Nach der Abbremsung erfolgt die Sortierung selber, welche eine Vorsortierung in die drei Kategorien erkanntes Teil, erkanntes Fremdteil und nicht erkanntes Teil vornimmt. Danach erfolgt durch den Transport A, Transport B oder Transport C der Abtransport des Teiles entweder in die Feinsortierung für die erkannten Teile, die Rückführung für die nicht erkannten Teile oder die Einlagerung A für die erkannten Teile, die allerdings nicht zu dem momentan ausgewählten Kasten gehören.
Die Rückführung erfolgt je nach Umsetzung manuell über den Bediener oder automatisch. Nach der Feinsortierung der Legoteile werden diese über den Transport D in die Einlagerung B überführt.
Die Vorsortierung und die Feinsortierung kann in einem System umgesetzt werden, daher hier die Systemgrenze der Sortierung. Gleiches trifft auf die Transporte der drei Hauptkategorien zu, daher die Systemgrenze der Zuführung.
Morphologischer Kasten

Aufgeführt sind verschiedene Lösungsmöglichkeiten der einzelnen Teilfunktionen der Sortierung.
Beispielhaft werden im Folgenden vier Lösungen detailierter beschrieben.
Lösungsmöglichkeit A
Die Lösungsmöglichkeit A beschreibt eine völlig neue Konzeptidee, bei der eine Klappenbox aus Acrylglas gebaut werden soll, die direkt in die originalen Legokasteneinlagen sortiert.
- Abbremsung: Fliegengitter
- Vorsortierung: Klappenmechanismus
- Transport A: Schacht
- Feinsortierung: Klappenbox
- Transport B: Schacht
- Transport C: Schlauch
- Transport D: nichts
- Einlagerung A: Legokasten
- Einlagerung B: original Legokasteneinlagen
- Rückführung: Förderband
Bei dieser Lösungsmöglichkeit wird der Transport A-D in der Feinsortierung -der Klappenbox- selbst realisiert.
Lösungsmöglichkeit B
Die Lösungsmöglichkeit B übernimmt den Voraufbau des letzten Jahrganges und erweitert diesen um eine elektrisch angesteuerte Klappe im Hauptrohr.
- Abbremsung: Rohr
- Vorsortierung: keine
- Transport A: Rohr
- Feinsortierung: Linearschlitten + Klappe
- Transport B: Rohr
- Transport C: Rohr
- Transport D: Rohr
- Einlagerung A: einzelne schwarze Box
- Einlagerung B: schwarze Boxen
- Rückführung: manuell durch Auffangbehälter
Hierbei sind Transport A-D in einer Lösungsmöglichkeit kombiniert, sowie beide Einlagerungen.
Lösungsmöglichkeit C
Die Lösungsmöglichkeit C stellt eine Erweiterung der Lösungsmöglichkeit B dar, indem im Hauptrohr statt einer Klappe, mehrere Klappen verbaut sind und somit die Auflösung der Auffangboxen vergrößert werden kann, um eine feinere Sortierung zu ermöglichen.
- Abbremsung: Rohr
- Vorsortierung: keine
- Transport A: Rohr
- Feinsortierung: Linearschlitten + n-Klappen
- Transport B: Schlauch
- Transport C: Schlauch
- Transport D: nichts
- Einlagerung A: einzelne schwarze Box
- Einlagerung B: schwarze Boxen
- Rückführung: manuell durch Auffangbehälter
Zusammengefasst werden hier Transport A-C, sowie beide Einlagerungen.
Lösungsmöglichkeit D
Die Lösungsmöglichkeit D ist inspiriert von Flughäfenförderbändern und ist nur durch die Ausmaße der kompletten Anlage auf die Sortiergenauigkeit eingeschränkt.
Das Karussel, auf welchem die schwarzen Boxen befestigt sind, ist beliebig erweiterbar und kann auch um Ecken geführt werden, um den vorhandenn Platz optimal auszunutzen.
- Abbremsung: Fliegengitter
- Vorsortierung: keine
- Transport A: Schacht
- Feinsortierung: langes Karussel
- Transport B: Schacht
- Transport C: Schacht
- Transport D: Schacht
- Einlagerung A: einzelne schwarze Box
- Einlagerung B: schwarze Boxen
- Rückführung: manuell durch Auffangbehälter
Transport A-D, sowie Einlagerung A und B werden in einem Schacht bzw. einer Boxmatrix realisiert.
Bewertung der Lösungsmöglichkeiten

Zur Bewertung der Lösungsvarianten wurden zunächst Kriterien definiert, anhand derer die Konzepte bewertet werden. Die Kriterien lassen sich grob in zwei Kategorien einteilen, in funktionale und nicht funktionale Kriterien. Funktionale Kriterien sollen die Funktionsfähigkeit der Lösungsvariante bewerten. Dazu gehört die Minimierung von Gefahren, dass Legoteile verkanten, brechen oder dem System verloren gehen. Auch die Sortiergeschwindigkeit und der benötigte manuelle Aufwand bei Betrieb spielen eine Rolle bei der Bewertung. Zu den nicht funktionalen Kriterien gehören geschätzte Kosten, Komplexität und Zeitbedarf. Die Wiederverwertung der Vorarbeit wurde ebenfalls als ein wichtiges Kriterium definiert. Anschließend wurden alle Kriterien gewichtet (1(nicht wichtig)-10(wichtig)) und alle Lösungsvarianten mit Noten (1(niedrig)-4(hoch)) bewertet.
Als beste Lösungsmöglichkeit stellt sich die Lösungsmöglichkeit A heraus, da sie zwar kaum bis keine Vorarbeit der Vorsemester nutzt und sehr komplex ist, dafür aber in Sortiergeschwindigkeit, dem manuellen Aufwand während des Betriebes und der Bruch-, Verkantungs-, sowie Velrustgefahr übertrifft.
Diese Lösungsvariante wurde als finale Variante ausgewählt und soll nun im Seminar umgesetzt werden.
Hauptteil
Teilkonzept: Fügen
Die Klappenbox soll aus durchsichtigen Acrylglas-Platten realisiert werden. Das hat den Vorteil, dass der ganze Mechanismus einsehbar ist. Ebenfalls besteht die Möglichkeit auf den Laser-Cutter und Acrylglas Reserven der Hochschule zuzugreifen, was die Umsetzung der Konstruktion günstiger und schneller umsetzbar macht. Mit dem Laser-Cutter können die Platten mit hoher Auflösung aus CAD-Dateien zugeschnitten werden.
Das Fügen soll durch Verzahnung der Acrylglas-Platten realisiert werden. Sie sollen mit Hilfe von lichthärtendem Reaktionsklebstoff verklebt werden.

Teilkonzept: Klappengestaltung
Für die Klappen wird 3mm starkes Acrylglas verwendet, welches an der Unterseite eingekerbt wird, um eine einfache Anbringung des Stahldrahtes zu ermöglichen.

Teilkonzept: Klappenlagerung
Für die Lagerung der Klappen wird lediglich ein Loch auf beide Seiten der Wände gebohrt, durch welches der Stahldraht gesteckt wird.

Teilkonzept: Trichter
Mit Hilfe einer Anschlagplatte, kann die Klappe passgenau mit dem Trichter und der Wand (schwarz) abschließen, um so Kanten oder Verkantungsgefahren zu vermeiden.

Teilkonzept: Stellerauswahl
Bevor verschiedene Servos gegenübergestellt werden können, müssen zunächst einige Kriterien festgelegt werden.
- Das erste Kriterium für die Servos ist, dass diese mit 5V Versorgungsspannung betrieben werden können.
- Das zweite Kriterium ist, dass das Drehmoment des Servos bei 5V Versorgungsspannung ausreicht, die für das jeweilige Servo zugehörige(n) Klappe(n) zu bewegen.
Um das Design der Drehmomentübertragung von Servo zu Welle zu vereinfachen, soll nach Möglichkeit ein Servotyp für alle Wellen eingesetzt werden.
Auf vielen Wellen sind mehrere kleine Klappen befestigt und auf wenigen eine große Klappe.
Für die Vorsortierung werden drei Servos benötigt, die jeweils eine große Klappe bewegen.
Bei der Feinsortierung in die weiße Einlage werden zwei Servos benötigt, für zwei große Klappen.
In dem Tower für die Feinsortierung in die rote Einlage, müssen sechs Servos verbaut, die in allen Fällen, bis auf einem Fall, mehrere Klappen auf einer Welle bewegen müssen.
Die Extremfälle der Klappen wäre für die Größte eine Abmessung von ca. 263mm x 200mm x 3 mm.

Der Fall der wenigsten kleinen Klappen auf einer Welle wären drei Klappen, mit den Abmessungen von ca. 1: 51mm x 60mm x 3mm, 2: 43mm x 60mm x 3mm, sowie 3: 86mm x 120mm x 3mm.

Nach ISO 1183 beträgt die Dichte von Plexiglas , wodurch sich die Gewichte für die Klappen berechnen lassen von:
- Groß:
- Klein:
->
Ausgehend vom dem jeweils größt möglichen Hebelarm ergeben sich folgende mindestens benötigte Drehmoment:
- Groß:
- Klein:
Wie bereits erwähnt, soll nach Möglichkeit ein Servotyp für alle Klappen bzw. Wellen verwendet werden.
Daher wird im Folgenden nur mit dem mindestens Benötigten Drehmoment der großen Klappe gearbeitet.
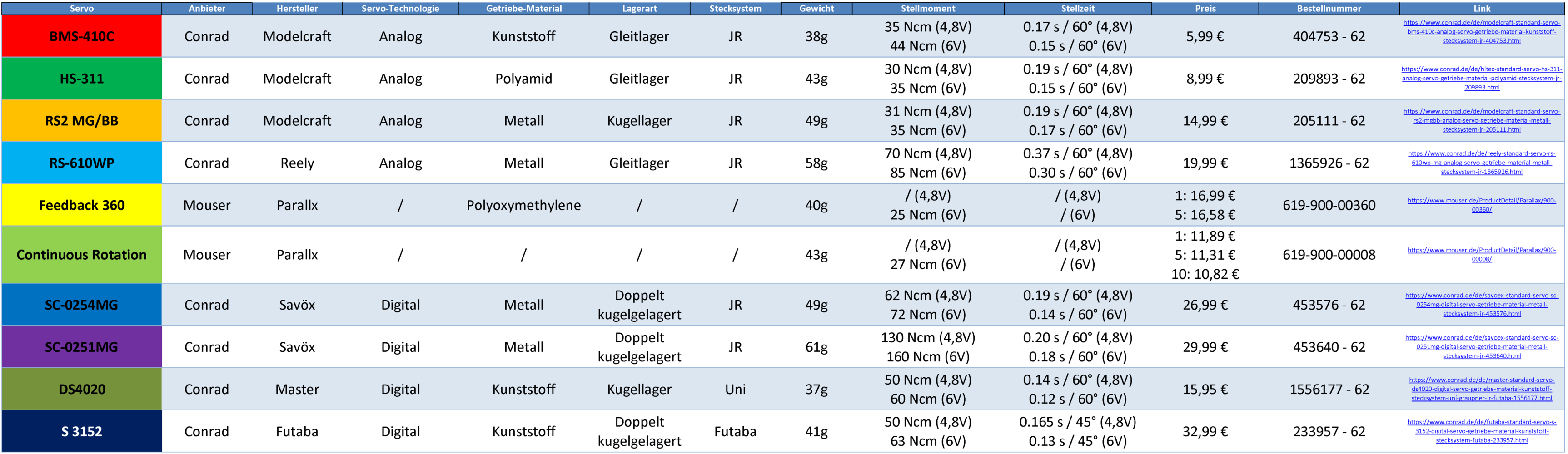
Aufgelistet sind zehn verschiedene Standard-Servos unterschiedlicher Hersteller und Anbieter.
(aufgrund technischer Schwierigkeiten, kann ich momentan leider keine kleinere Version der Datei hochladen, sodass weiterhin ein "Thumbnail-Parameter" Fehler angezeigt wird.)

{kind=link}
Diese zehn Servos werden nun anhand verschiedener Kriterien miteinander verglichen.

Anhand dieser Gegenüberstellung und der Bewertung der einzelnen Servos, lässt sich deutlich erkennen, dass „DS4020“ das beste Servo für unsere Anwendung ist, knapp gefolgt von „BMS-410C“, welches zwar im Preis überzeugt, dafür aber in allen anderen Kriterien Abzüge bekommt.
Links zu den Servos:
Teilkonzept: Stellerbefestigung
Die Servos werden auf eine kleine Platte geschraubt, die wiederum mit dem Kasten verklebt ist.

Teilkonzept: Drehmomentübertragung
An Servo- und Klappenachse sind Flügelhörner, wie im Modellbau üblich, befestigt. Diese lassen sich ggf. auch aus Acrylglas schneiden. Die beiden Flügelhörner sind elastisch durch Federn gekoppelt. So kann der Servo auch übersteuert werden, ohne einen Schaden am Servo und am Klappenmechanismus zu bewirken. Im Fall der Übersteuerung wird lediglich eine Feder gestaucht und die andere gestreckt.

Eine weitere Alternative zur Drehmomentübertragung ist ein Flügelstellglied, welches pneumatisch und nicht elektrisch angetrieben wird.
Der Vorteil dieses Stellgliedes ist, dass die Endpositionen leicht und mit viel Kraft angesteuert werden können. Ein weiterer Vorteil pneumatischer Antriebe ist, dass sie keine Kraftregulierung benötigen und dadurch elastisch stellbar sind.

Teilkonzept: Vorsortierung
Für die Vorstortierung gibt es verschiedene Lösungsansätze. Einerseits vom Prinzip der Klappenbox und als 4-3-Wegeventil, wobei es für dieses Ventil drei verschiedene Ideen gibt.
Einmal die Idee mit drei verschiedenen Stellungen des Fliegengitters, um das Teil in die gewünschte Richtung abzulenken,
einmal mit einer Stellung des Fliegengitters und einer Klappe auf zwei Seiten, die in der mittleren Stellung oben sind und durch die Schwerkraft nach unten fallen, sobald das Gestell wieder in Ausgangslage gefahren ist und
einmal mit einer Stellung des Fliegengitters, aber Schächten unterhalb, die in jeweils andere Richtungen führen.

Teilkonzept: Rückführung
Geplant ist per Förderband, optional kann eine Kiste verwendet werden.
Teilkonzept: Abbremsung
schräges Fliegengitter

Ausblick
Im kommenden Wintersemester 17/18 sind noch folgenden Aufgaben zu erledigen, um das Projekt erfolgreich abzuschließen:
-CAD-Konstruktion
-BOM-Erstellung
-Beschaffung
-Fertigung der Platten
-Zusammenbau
-Softwaretreiberaktualisierung
-Inbetriebnahme