Legosortiermaschine Separierung: Unterschied zwischen den Versionen
KKeine Bearbeitungszusammenfassung |
KKeine Bearbeitungszusammenfassung |
||
| Zeile 27: | Zeile 27: | ||
<gallery widths="300" heights="450"> | <gallery widths="300" heights="450"> | ||
Datei:Bunkerband_alt.jpg|Steigförderband vor Modifikation | Datei:Bunkerband_alt.jpg|Steigförderband vor der Modifikation | ||
Datei:BandNeu.jpg| Neues Layout der Stollen | Datei:BandNeu.jpg| Neues Layout der Stollen | ||
Datei:BandBeispielstollenl.jpg|Übergang zwischen Bunker und Stollen | Datei:BandBeispielstollenl.jpg|Übergang zwischen Bunker und Stollen | ||
Datei:Bunkerband_mod.jpg|Steigförderband nach Modifikation | Datei:Bunkerband_mod.jpg|Steigförderband nach der Modifikation | ||
</gallery> | </gallery> | ||
Version vom 25. Januar 2019, 23:22 Uhr
Teammitglieder: Madlen Bartnick, Jerome Wolf,

Dies ist ein Unterartikel von der Legoteil_Zählmaschine, welcher den genauen Aufbau der Separierung beschreibt.

Die Separierung ist die erste Teilaufgabe der Legosortiermaschine. Sie sorgt dafür, dass die Legoteile einzeln und zentriert in die Bildverarbeitungsbox fallen, da dort nur einzelne Teile erkannt werden können.
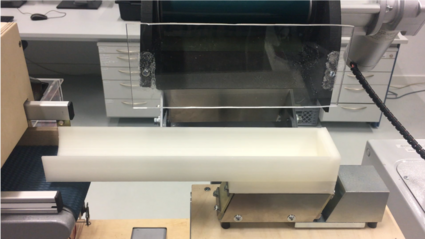
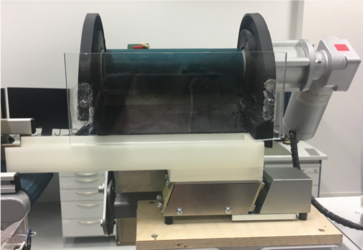
Der aktuelle Aufbau der Separierung besteht aus einem Steigförderband mit Bunker (Abbildung 1 Position 1). Dort werden die zu sortierenden Legoteile dem System zugeführt. Das Steigförderband transportiert eine Teilmenge der zugeführten Legoteile in eine darunterlegende Vibrationsförderrinne (Abbildung 2 Position 2), in der diese dann zentriert und weiter vereinzelt werden. Durch die Vibration gelangen die Teile auf ein weiteres Förderband, welches diese durch eine Separierungsbox (Position 3) transportiert.
Die in der Separierungsbox integrierte Kamera liefert Momentaufnahmen der auf dem Transportband beförderten Teile. Mittels Bildverarbeitung wird die Anzahl der auf dem Band liegenden Teile in einem festgelegten Bereich ermittelt. Falls sich mehrere Teile in diesem Bereich befinden, werden mit Hilfe von Druckluftdüsen gezielt einzelne Teile in einen Auffangbehälter befördert. Nach der Separierungsbox befinden sich die Teile einzeln und zentriert auf dem Förderband und fallen von dort aus zur Erkennung in die Bildverarbeitungsbox (Abbildung 1 Position 4).
Durch diesen Aufbau wurde das im Sommersemester 18 entwickelte Konzept zur Verbesserung der Separierung umgesetzt.
Ansatzpunkte des Konzepts:
- Modifikation des Steigförderbands zur besseren Vereinzelung der Teile
- Integration einer Vibrationsförderrinne zur Zentrierung der Teile
- Umbau der Separierungsbox zur Aussortierung nicht vereinzelter Teile
Die Umsetzung des Konzepts im Wintersemester 18/19 soll Inhalt dieses Artikels sein.
[1]
Modifikation des Steigförderbands zur besseren Vereinzelung der Teile
-
 Steigförderband vor der Modifikation
Steigförderband vor der Modifikation -
 Neues Layout der Stollen
Neues Layout der Stollen -
 Übergang zwischen Bunker und Stollen
Übergang zwischen Bunker und Stollen -
 Steigförderband nach der Modifikation
Steigförderband nach der Modifikation




Integration einer Vibrationsförderrinne zur Zentrierung der Teile
Montage des Vibrationsantriebs in der Anlage
-
 Aufbau der Grundplatte
Aufbau der Grundplatte -
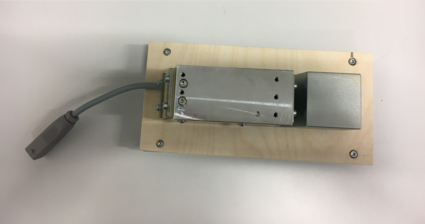 Vibrationsantrieb montiert auf der Grundplatte
Vibrationsantrieb montiert auf der Grundplatte -
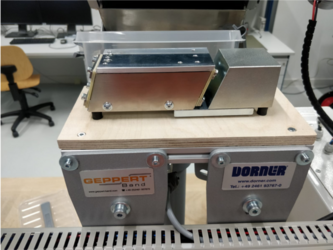 Montage innerhalb der Anlage
Montage innerhalb der Anlage



Konstruktion der Förderrinne
-
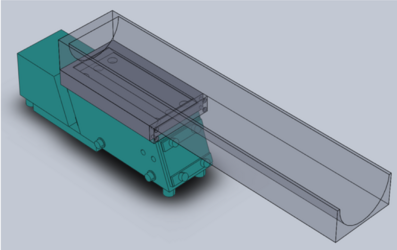 Gesamtansicht
Gesamtansicht -
 Montageplatte zur Verbindung von Vibrationsantrieb und Förderrinne
Montageplatte zur Verbindung von Vibrationsantrieb und Förderrinne -
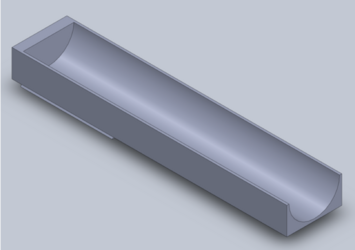 Förderrinne
Förderrinne



Druck und Einbau der Förderrinne
-
 Druck der Förderrinne
Druck der Förderrinne -
 Montage der Förderrinne
Montage der Förderrinne -
 Übergang zwischen Bunkerband und Vibrationsförderrinne
Übergang zwischen Bunkerband und Vibrationsförderrinne



Umbau der Separierungsbox zur Aussortierung nicht vereinzelter Teile
Da bei der ehemaligen Box zur finalen Vereinzelung die Teile auf dem Band zurückgeschoben wurden, würde dieses Vorgehen das komplette Konzept der Vereinzelung und Zentrierung durch das modifizierte Band und die Vibrorinne stören, da sich auf diese Weise erneut die unerwünschten Teilehaufen bilden würden. Durch die nach aktuellem Stand vorraussichtlich sehr gut Vereinzelung vor der Bildverarbeitungsbox, wurde diese so umgebaut, dass Teile, welche zu nahe beisammen liegen, aus dem System befördert werden. Diese können im späteren Verlauf der Teilerückführung zugeführt werden und werden so erneut verarbeitet. Ein Stillstand durch die Bildung von Teilehaufen wie beim alten Konzept wird so vermieden.
Umbau der Bildverarbeitungsbox
Bidverarbeitung und Programmablauf
Erzeugung des Farbfilters
Bildverarbeitung
Programmablaufplan
Teilerückführung
Die Teilerückführung soll dazu dienen, dem Bunker nicht erkannte sowie ausgeworfene Teile erneut zuzuführen. Dabei wurden verschiedene Optionen in erwägung gezogen, welche im Folgenden genauer erläutert werden sollen.
Inbetriebnahme und Systemtest
Fazit
Folgende Punkte konnten zur Verbesserung der Separierung im WS18/19 realisiert werden:
- Die Vorvereinzelung konnte durch Modifikation des Steigförderbandes erheblich verbessert werden.
- Durch Integration der Vibrationsförderrinne werden die Teile weitgehend nacheinander und zentral auf das nachfolgende Förderband gebracht.
- Durch gezieltes Ausschleusen unzureichend vereinzelter Teile in der neuen Separierungsbox wurde die Dauer des Separierungsprozesses erheblich verringert.
- Die dadurch entstandene neue Separierung in 95% aller Fälle erfolgreich.
Ausblick
Folgende Aufgaben können von nachfolgenden Gruppen im Bereich der Separierung bearbeitet werden:
- Realisierung einer automatischen Rückführung der nicht erkannten oder durch die Separierungsbox ausgeschleusten Teile.
Autoren
Dies ist ein Unterartikel von der Legoteil_Zählmaschine, welcher den genauen Aufbau der Separierung beschreibt.